








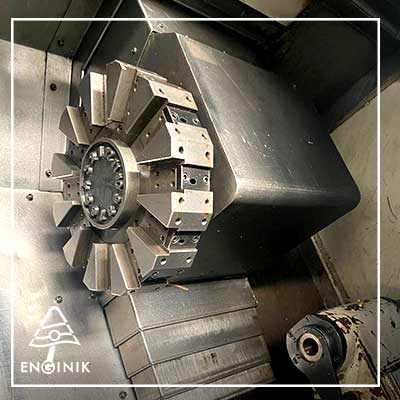
































کارشناسی در حضور خریدار
بعد از آنکه تصمیم به خرید دستگاه cnc از لیست «خرید دستگاه cnc با ضمانت انجینیک» گرفتید، آن دستگاه cnc مجددا و در حضور شما کارشناسی میشود.
همراهی در پروسه خرید
تیم پشتیبانی متخصص و حرفهای انجینیک در تمام مراحل خرید در کنار شما و پاسخگوی سوالات شماست. هیچ یک از پرسشهای شما بی پاسخ نمیماند.

تنظیم قولنامه و مشاوره حقوقی
برای اطمینان شما از فرایند قانونی انتقال دستگاه cnc، کارشناسان حقوقی انجینیک تنظیم مبایعه نامه و نظارت بر معامله را به عهده میگیرد.

تا 100 میلیون تومان ضمانت انجینیک
در صورت مغایرت گزارش کارشناسی انجینیک با وضعیت دستگاه cnc که با «ضمانت انجینیک» خریدهاید، تا سقف 100 میلیون تومان به شما خسارت پرداخت میشود.