
برش لیزری یکی از روشهای برش اجسام مختلف است. در این روش از پرتو لیزر برای برش استفاده میشود. امروزه برش لیزری در صنایع مختلفی به کار برده میشود و یکی از بهترین روشهای برش اجسام به شمار میرود. از خدمات برش لیزر در تهران به طور گسترده در صنایعی همچون پزشکی، هوافضا، آزمایشگاهی و پژوهشی، ارتباطی، نظامی، ساختمانی، فیزیک، شیمی و … استفاده میشود.
نخستین باری که از لیزر به منظور برش اجسام استفاده شد، سال ۱۹۶۵ و در کشور آمریکا بود، چندی بعد در سال ۱۹۶۷ انگلستان لیزری با جت اکسیژن به منظور برش فلزات ابداع کرد. در مدت زمان کوتاهی این تکنولوژی، جای خود در صنعت را پیدا کرد و در انواع مختلف و برای کاربردهای مختلف طراحی و توسعه پیدا کرد.
سفارش خدمات برش لیزر با دستگاههای لیزرکات سی ان سی در تهران
بسیاری از کسب و کارها و صنایع برای ساخت محصول نهایی خود نیاز به خدمات برش لیزر یا حکاکی با لیزر دارند، که بسته به میزان نیاز و نوع کار و شرایطی چون تعمیرات و نگهداری دستگاه و اپراتور متخصص، ترجیح به برون سپاری این قسمت از کار به کارگاههای مجهز به دستگاه برش لیزر CNC، برای دریافت خدمات برش لیزر دارند، گروه انجینیک با سابقه چندین ساله خود در این حوزه و مجهز بودن به انواع دستگاههای برش لیزر آماده بستن قرار داد و ارائه خدمات برش به شما عزیزان در شهرهای مختلف ایران است، برای کسب اطلاعات بیشتر از نحوه همکاری کافیست از طریق واتساپ با کارشناسان ما تماس حاصل کنید.
قیمت خدمات برش لیزر در تهران
قیمت خدمات برش لیزر در تهران بسته به عوامل متعدد چون تیراژ کار، جنس و سایز قطعه، دقت و …. وابسته میباشد. برای دست یابی به قیمت دقیق کار خود کافیست نقشه و تیراژ کار خود را از طریق فرم سفارش برای کارشناسان ما ارسال کنید تا در اسرع وقت به شما قیمت خدمات برش لیزری را اعلام کنند. در حال حاضر گروه انجینیک در شهرهای تهران و اصفهان با تجهیز کارگاههای خود به دستگاههای برش لیزر CNC خدمات لیزرکات یا همان برش لیزر ارائه میدهد و امید دارد در شهرهای صنعتی دیگر ایران کارگاههای دیگری را تجهیز یا قرار داد همکاری ببند.

پذیرش سفارش لیزرکات در تهران
دستگاه برش لیزری را میتوان به صورت کلی به دو مورد زیر تقسیم کرد:
دستگاه برش لیزری فلزات: انواع لوله، ورق و پروفیل از جنس های استیل ، آهن، گالوانیزه، مس و ….
دستگاه برش لیزری غیرفلزات: پارچه، پلکسی، چوب، چرم، فایبر و …
در تقسیم بندی فوق عامل انرژی مد نظر قرار گرفته است. لیزرها را میتوان بر اساس انرژی آنها طبقه بندی کرد و هرچه پرتو لیزر، انرژی بیشتری داشته باشد، توانایی برش اجسام ضخیمتر و مقاومتر، نظیر فلزات را خواهد داشت. در نوع دیگری از لیزرها را میتوان بر اساس منبع تولید پرتو، دسته بندی کرد. بر این اساس لیزرهای مختلفی نظیر لیزرهای گازی، شیمیایی، رادیواکتیو، جامد و فیبری را میتوان نام برد؛ که هر یک مزایا و معایب خود را دارند. ولی در این بین دو نوع گازی و جامد بیشترین کاربرد در صنعت را به خود اختصاص داده اند. در این بین لیزر co2 پرکاربردترین لیزر گازی است که برای مقاصد مختلفی نظیر برش فلزات و یا حکاکی بر روی آنها به کار برده میشود. علت کاربرد گستره این نوع به خصوص از لیزرها ارزان بودن، کیفیت بالا و تکنولوژی ساخت ساده تر است.

مزایای خدمات برش لیزر در تهران
خدمات برش لیزر یا لیزرکات در تهران در مقایسه با روشهای سنتی برش اجسام و خدمات ماشینکاری دیگر، مزایای متعددی دارد. از آنجایی که در این روش پرتو لیزر به صورت مداوم و کاملا یکنواخت بر قطعه اعمال میشود، عمل برش به شکل بسیار مطلوبی در مقایسه با روشهای مکانیکی و سنتی انجام میشود. از مهمترین مزایای برش لیزر میتوان به موارد زیر اشاره کرد:
- سهولت در به کارگیری ابزار برش
- کیفیت بسیار مطلوب سطح برش خورده
- تمیز بودن سطح قطعه و عدم وجود هرگونه لبه اضافه و پلیسه
- دقت بسیار بالا در برش قطعات مختلف
- صرفه جویی در زمان چرا که تا ۳۰ برابر سریعتر از یک اره استاندارد، فرآیند برش را انجام میدهد.
- عدم تاب خوردن قطعه به واسطه تمرکز حرارت در سطح بسیار کوچک
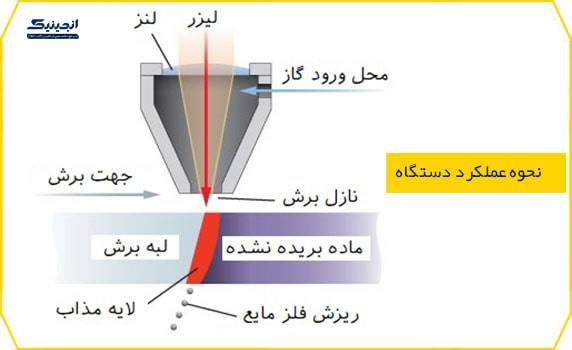
نحوه عملکرد دستگاه
خدمات برش لیزر در تهران توسط انواع مختلفی از لیزرها و به منظور برش اجسام مختلف به کار برده میشود. ولی اصول کارکرد همه آنها یکسان است. اشعه لیزر به طور کلی به واسطه تحریک مواد مولد لیزر تولید میشود. برای تحریک این مواد از روش تخلیه الکتریکی و یا تابش لامپهایی در یک محفظه بسته استفاده میشود. پس از تحریک مواد مولد لیزر، پرتوهای حاصله را به کمک آینههایی منعکس میکنند تا قدرت پرتو نهایی افزایش پیدا کند. در واقع به کمک این روش، یک باریکه منسجم، پرانرژی و تکفام در اختیار خواهیم داشت. پرتو لیزر در انتها به لنز دستگاه تابیده میشود و این لنز دقیقا در نقطه کاری دستگاه متمرکز شده است. پرتو تابیده شده لیزر به سطح جسم مورد نظر میتواند به روشهای مختلفی منجر به برش آن جسم شود که در ادامه این روشها بیان شده است:
- تبخیر ماده
- ذوب ماده به همراه دمیدن گاز پرفشار
- سوزاندن ماده
- ایجاد شکاف به وسیله تنش های حرارتی
- برش سرد

موارد استفاده از روشهای مختلف برش لیزر
بسته به جنس جسم مورد نظر و میزان انرژی پرتو لیزر، یکی از حالات فوق به وقوع میپیوندد. برش تبخیری عموما برای اجسامی که ذوب نمیشوند، به کار برده میشود. در این روش انرژی پرتو سبب افزایش حرارت در نقطه اثر قطعه شده و با رسیدن دمای این نقطه به دمای نقطهی جوش، جسم مورد نظر تبخیر شده و حفرهای در آن نقطه ایجاد میشود. اجسامی نظیر چوب، کربن و برخی از پلاستیکها به این شیوه برش داده میشوند. برای برش فلزات به علت بالا بودن نقطه جوش، نمیتوان از روش تبخیری استفاده کرد؛ چرا که توان دستگاه و میزان انرژی مصرفی به شدت افزایش پیدا خواهد کرد، از این رو از روش ذوب ماده به همراه دمیدن گاز پرفشار استفاده میشود.
در این روش دمای نقطه کاری جسم مورد نظر را به کمک تابش پرتو لیزر تا دمای ذوب فلز بالا میبرند و سپس به کمک دمش گازی پرفشار که عموما هوا است، سبب ریزش فلز ذوب شده میشوند. مواد ترد، دچار شکستگی حرارتی میشوند، از این رو برای برش مواد ترد و شکننده نظیر شیشهها میتوان از همین ویژگی و روشی تحت عنوان ایجاد شکاف به وسیله تنشهای حرارتی استفاده کرد. در این روش پرتو لیزر سبب ایجاد حرارت موضعی و در نتیجه انبساط حرارتی بر روی جسم مورد نظر میشود. این عمل باعث ایجاد شکاف در ماده شده و با حرکت دادن لیزر میتوان شکاف ایجاد شده را هدایت نمود.
معایب خدمات برش لیزری در تهران
شاید بتوان تنها عیب این روش را مصرف بالای انرژی و بهره پایین آن دانست. چرا که بازدهی لیزرهای صنعتی در حدود ۵ تا ۴۵ درصد است. بازدهی لیزرهای صنعتی به عوامل مختلفی همچون نوع ماده، ضخامت ماده، روش مورد استفاده، نوع لیزر، قدرت لیزر و نرخ برش بستگی دارد. در جدول زیر میتوانید میزان انرژی مورد نیاز برای برش هر یک از اجسام مختلف را بسته به ضخامت آنها مشاهده و مقایسه کنید. میزان انرژی بر حسب وات و لیزر مورد استفاده لیزر گازی co2 است.
| نوع ماده | ضخامت 0.51 میلی متر | ضخامت 1 میلی متر | ضخامت 2 میلی متر | ضخامت 3.2 میلی متر | ضخامت 6.4 میلی متر |
|---|---|---|---|---|---|
| استیل | 1000 | 1000 | 1000 | 1500 | 2500 |
| آلومینیوم | 1000 | 1000 | 1000 | 3800 | 10000 |
| تیتانیوم | 250 | 210 | 210 | – | – |
| اپوکسی | – | – | – | 3000 | – |
همانطور که از جدول فوق پیداست، با افزایش ضخامت، میزان توان مورد نیاز به شدت افزایش مییابد. از طرفی با افزایش ضخامت نرخ برش نیز کاهش مییابد که هر دو حالت منجر به افزایش هزینه میشود. در جدول زیر نرخ برش را بر حسب سانتیمتر بر ثانیه برای اطلاعات مندرج در جدول فوق مشاهده میکنید.
| نوع ماده | ضخامت 0.51 میلی متر | ضخامت 1 میلی متر | ضخامت 2 میلی متر | ضخامت 3.2 میلی متر | ضخامت 6.4 میلی متر | ضخامت 13 میلی متر |
|---|---|---|---|---|---|---|
| استیل | 42.3 | 23.28 | 13.76 | 7.83 | 3.4 | 0.76 |
| آلومینیوم | 33.87 | 14.82 | 6.35 | 4.23 | 1.69 | 1.27 |
| تیتانیوم | 12.7 | 12.7 | 4.23 | 3.4 | 2.5 | 1.7 |
| اپوکسی | – | – | – | 2.5 | 2.5 | 1.1 |